This paper analyzes the smelting processes of continuous casting ladles and off-line refining ladles such as LF/LF+VD, VOD, RH, SL/KIP, and CAS/CAS-OB, summarizes the main types of refractory materials used for the linings of continuous casting ladles and off-line refining ladles, briefly examines the advantages and disadvantages of various refractory materials, their application locations, and suitable steel grades, and discusses in detail the new developments in MgO-C bricks, Al₂O₃-MgO-C bricks, magnesium-calcium (carbon) bricks, high-alumina bricks, magnesium-chromium bricks, aluminum-magnesium spinel-carbon bricks, unfired aluminum-magnesium bricks, unshaped refractories, and ladle energy-saving technologies. It highlights the significant progress made in refractory technology for continuous casting ladles and off-line refining ladles, resulting in a marked increase in service life.
In recent years, global crude steel production has grown steadily. In 2021, global crude steel production reached 1.95 billion tons, while China’s crude steel production reached 1.033 billion tons, accounting for as much as 56.5% of the world total (see Figure 1). With advancements in steelmaking technology, both the continuous casting rate and the rate of ladle refining in China have gradually increased, currently standing at 99.6% and over 95%, respectively. Consequently, technological developments in continuous casting ladles and ladles for off-furnace refining have attracted widespread attention.
As critical thermal equipment in steelmaking, continuous casting ladles and off-furnace refining ladles account for over 30% of the total refractory consumption in the steel industry and play a decisive role in determining refractory consumption per ton of steel. Consequently, ladle refractory technology has been one of the key research topics in recent years. The refractory materials used in continuous casting ladles and off-furnace refining ladles come in a wide variety, with significant differences in quality. Ladle lifespans range from several dozen to nearly 300 pours, and they continue to evolve and improve alongside advancements in steelmaking technology and processes, as well as progress in the development and utilization of refractory resources. There are roughly more than 10 types of refractory materials used for ladle linings. Due to differences in smelting technologies and the availability of raw materials across countries, the materials used for ladle linings varied even within the same historical period. However, they can generally be divided into three developmental stages : (1) The era of zirconia bricks, semi-zirconia bricks, and Al₂O₃-SiO₂ bricks; (2) The period of widespread application of high-alumina bricks, basic bricks, and neutral bricks; (3) The period of rapid development of unshaped ladle linings. Through continuous research and development, numerous new products and technologies have emerged, and significant progress has been made in refractory technology for continuous casting ladles and off-line refining ladles, which warrants attention and discussion.
Classification and Smelting Processes of Continuous Casting Ladles and Ladles for Off-Furnace Refining
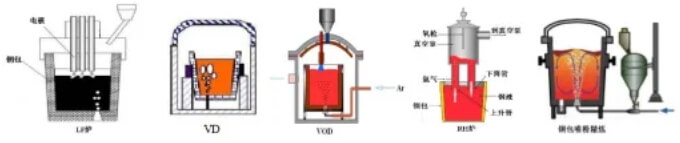
A ladle, also known as a steel ladle, was originally designed to receive molten steel from the steelmaking furnace and transport it to off-furnace refining equipment or the casting site. In continuous casting, the ladle serves the primary function of receiving and transporting molten steel. With the advancement of off-furnace refining technology, ladles have gained the following additional functions: heating and regulating the temperature of molten steel; vacuum degassing (dehydrogenation and deoxidation) and inclusion removal; stirring the molten steel to homogenize composition and temperature; alloying and composition adjustment; oxygen blowing for decarburization; and refining and slagging functions (desulfurization and dephosphorization), among others. Off-furnace refining ladles primarily include types such as LF/LF+VD, VOD, RH/DH, SL/KIP, and CAS/CAS-OB.
After receiving molten steel, the continuous casting ladle must wait for the previous ladle to complete pouring, resulting in a longer holding time and higher temperature. Off-furnace refining ladles operate under harsher conditions, and the operating environments vary significantly among different types of refining ladles depending on the steel grade and smelting process.
The LF furnace, also known as a ladle furnace, is typically an off-line refining facility used to further deoxidize, desulfurize, remove non-metallic inclusions, and alloy molten steel produced by converters or electric arc furnaces through the addition of synthetic slag and alloying elements, wire feeding, argon blowing, and heating. The LF furnace can also be used for secondary refining of molten steel refined in an AOD furnace to reduce inclusions and ensure the purity of the molten steel. Operating conditions in these furnaces are harsh, placing higher demands on the refractory materials used for the ladle lining in terms of refractoriness, slag resistance, thermal shock resistance, and wear resistance. Consequently, the refractory materials selected for the lining are becoming increasingly high-grade, with a typical service life of 50 to 100 passes [2]. However, differences in operating conditions and maintenance methods can lead to significant variations in lining lifespan. Some LF furnaces are equipped with a VD (Vacuum Degassing) system. VD allows the molten steel to be thoroughly degassed (H₂ and N₂) under vacuum, and further desulfurized and deoxidized, resulting in purer molten steel. In such cases, the lining materials must also possess good vacuum stability, and the service life of the ladle is further reduced due to the VD process. The relationship between the service life of the LF ladle slag line and the VD process is: n_(LF) = 50 – 25 × n_(VD). That is, for every additional VD pass, the service life of the ladle slag line decreases by approximately 50%.
VOD stands for Vacuum Oxygen Decarburization. This type of ladle refining equipment is used to perform vacuum degassing and oxygen-blowing decarburization on molten steel. Since oxygen blowing raises the furnace temperature to over 1700°C and the process concludes with desulfurization and reduction, the slag’s alkalinity fluctuates significantly. Combined with high steelmaking temperatures and the harsh vacuum conditions, this causes severe damage to the refractory lining. These harsh operating conditions result in a relatively short service life for VOD furnace linings, typically lasting only 10 to 21 passes [3,4], necessitating the use of high-quality refractory materials.
The RH furnace is a molten steel refining device that employs vacuum argon-blowing circulation degassing, while the DH furnace is a refining device that uses vacuum degassing. It is primarily used to produce low-carbon, low-nitrogen, and low-hydrogen steel grades. By blowing high-velocity argon gas through the immersion tube (or in combination with oxygen blowing for decarburization) and applying vacuum pressure from above (for denitriding and dehydrogenation), molten steel from the ladle flows through the immersion tube into the lower part of the vacuum chamber and then returns to the ladle via another immersion tube. The ladle lining is subjected to the erosion caused by the high-velocity circulating molten steel and the fluctuations in molten steel temperature. Under these conditions, the ladle lining must possess extremely high resistance to erosion and thermal shock.
SL (Silan Method) and KIP (Kawasaki Injection Process) are jet metallurgy technologies that use a nozzle to inject alloy powder or refining agents into the molten steel to achieve desulfurization, inclusion removal, and purification of the steel. They are primarily used for smelting special low-sulfur steels. The ladle lining must have high resistance to slag erosion and thermal shock.
CAS/CAS-OB (Sealed Argon Blowing/Sealed Argon Blowing + Oxygen Blowing): Argon gas is injected through the ladle bottom, and alloys and slag are added to fine-tune the composition of the molten steel, effectively purifying the steel and removing inclusions. When equipped with an oxygen-blowing heating function, the ladle is subjected to intense scouring and chemical erosion from molten steel and synthetic slag, as well as severe thermal shock during furnace shutdown intervals. Therefore, the selected ladle lining must possess high high-temperature strength, excellent thermal shock resistance, and the ability to withstand erosion from high-temperature molten steel and slag.
Types and Characteristics of Refractory Materials for Ladles
Due to differences in smelting processes and steel grades among steel mills, the types and varieties of refractory materials used for ladle linings also vary. The types of refractory materials used in continuous casting ladles and refining ladles are generally similar; however, since refining ladles have additional functions and operate under more severe conditions, refractory materials with superior performance are selected to extend their service life. Currently, the main refractory materials used for ladle linings include MgO-C bricks, alumina-magnesia spinel castables, alumina-magnesia-carbon bricks, MgO-CaO-C bricks, MgO-CaO bricks/dolomite bricks, magnesia-chromite bricks, and high-alumina bricks. Among the aforementioned ladle linings, the first three types account for the vast majority. The advantages, disadvantages, and application ranges of the main refractory materials used for ladle linings are shown in Table 1. Compared to working linings, the refractory materials used for permanent ladle linings have slightly lower requirements for refractoriness, erosion resistance, thermal shock resistance, and wear resistance; however, the thermal insulation requirements for permanent linings are increasing. Commonly used traditional refractories include alumina-magnesia castables, alumina-silica/ semi-lightweight aluminosilicate castables, lightweight-heavyweight composite bricks, high-alumina bricks, and clay bricks. Newly developed alumino-calcium-based castables for ladle permanent linings are also available.
The wear of a ladle’s working layer varies significantly depending on factors such as tapping temperature, steel composition, refining method, and holding time. Japanese researchers have demonstrated through practical testing that when the converter tapping temperature is 1,700°C, the ladle’s service life is limited to 50–60 charges; however, when the tapping temperature is 1,650°C, the ladle’s service life can exceed 200 charges, making it possible to eliminate the need for dedicated ladles. During actual use, the main causes of ladle lining damage are thermal stress resulting from severe temperature fluctuations, slag erosion, and mechanical stress from abrasion. With the development of ladle refining, many molten steel refining processes are now carried out inside the ladle, such as argon blowing and the addition of metallurgical additives like alloying elements and synthetic slag. This makes the operating conditions for ladles more severe and places higher demands on the refractory materials used for the lining. Consequently, depending on the specific operating conditions of a ladle, the refractory materials used vary, as does the service life.
The operating environment of refining ladles is significantly harsher than that of ordinary ladles, primarily manifested in the following aspects:
1) Compared with conventional ladles [5]: (1) The tapping temperature of molten steel in refining ladles is approximately 50–100°C higher than that in conventional ladles, and temperatures are even higher during the refining process, significantly accelerating the erosion rate of the refractory lining. (2) During refining, significant fluctuations in slag alkalinity and increased slag addition intensify the corrosive effect of the slag on the refractory materials. (3) The residence time of molten steel in the ladle is significantly prolonged, intensifying the destructive effects on the lining material and markedly reducing the service life of the ladle lining. For high-alumina or corundum refractories, oxides such as SiO₂ and CaO in the slag readily react with Al₂O₃ to form low-melting phases that enter the slag, causing aggregate leaching; the formation of excessive CA₆ leads to volume expansion, resulting in a loose material structure and accelerated slag penetration [6]. At the same time, the oxidation of carbon-containing refractories intensifies at higher temperatures, so special attention must be paid to improving the oxidation resistance of these materials. For MgO-C bricks or Al₂O₃-MgO-C bricks, erosion primarily occurs in two ways [7]: First, oxides such as SiO₂ and CaO in the slag react with MgO (or Al₂O₃) to form low-melting compounds, which are carried away by the slag. Second, FeO in the slag oxidizes the carbon in the MgO-C bricks, causing the brick structure to become loose. Magnesium-calcium refractories exhibit superior resistance to slag erosion; not only do they demonstrate strong resistance to highly alkaline slags, but when the slag alkalinity is low during the early stages of refining, free CaO can react preferentially with SiO₂ in the slag to form a high-melting-point (2,130°C), high-viscosity calcium silicate protective layer on the working surface of the lining bricks, which can seal pores, inhibit slag penetration, and reduce slag erosion [8].
2) The intermittent operation of the ladle, coupled with repeated thermal cycling between cooling and high temperatures, intensifies thermal shock, leading to more severe thermal spalling and damage to the refractory materials.
3) Due to the adoption of technologies such as argon blowing, electromagnetic stirring, and vacuum treatment, the movement of molten steel within the refining ladle intensifies, leading to more severe scouring and wear of the refractory lining.
4) Some refining processes are conducted under vacuum conditions, causing the lining material to evaporate during use and degrading the performance of the refractory material; therefore, material stability under vacuum conditions is a critical parameter.
Vacuum Stability of Common Materials: Table 2 [8] shows the thermodynamic properties of several common oxide materials. As shown in Table 2, CaO has the lowest vapor pressure and exhibits thermodynamic stability. The decomposition pressure of CaO under high-temperature vacuum conditions is far lower than that of MgO, and the equilibrium pressure for the reaction between CaO and C under high-temperature vacuum is lower than that for MgO and C; the former is two orders of magnitude lower than the latter [9]. Therefore, MgO-CaO-C bricks are more stable at high temperatures than MgO-C bricks and are better suited for smelting conditions under high-temperature vacuum. High-purity magnesium-calcium bricks are highly stable under high-temperature vacuum, with a very low rate of mass loss, a characteristic that clearly outperforms magnesium-chromium bricks.
Future directions for optimizing refractory materials in continuous casting and refining ladles: 1) High refractoriness and excellent high-temperature stability, capable of withstanding high-temperature vacuum conditions during refining; 2) Low porosity, high bulk density, and a dense structure to reduce slag penetration; 3) High strength and wear resistance, capable of effectively withstanding erosion and abrasion from molten steel and slag; 4) Good resistance to erosion, capable of withstanding the corrosive effects of acidic and alkaline slags; 5) Good thermal shock resistance, resistant to thermal shock spalling; 6) Does not contaminate molten steel, facilitating its purification; 7) Environmentally friendly and energy-efficient, with minimal environmental impact.
Research, Development, and Application of Refractory Technologies for Ladles
3.1 High-Performance Ladle Lining Bricks
3.1.1 MgO-C bricks and Al₂O₃-MgO-C bricks
MgO-C bricks and Al₂O₃-MgO-C bricks are widely used in the linings of large ladles or in critical areas of refining ladles—such as the slag line, metal zone, and bottom—due to their excellent resistance to erosion and spalling. In recent years, low-carbonization has become a significant trend in carbon-containing refractory materials, with the carbon content (w) in MgO-C bricks used for ladle slag lines generally decreasing from 15%–20% to around 10%. Furthermore, due to the rapid development and growing demand for low-carbon and ultra-low-carbon steels, the carbon content (w) in MgO-C bricks has even dropped to 0.5%–3%. Research highlights regarding MgO-C bricks and Al₂O₃-MgO-C bricks are primarily reflected in [11,12,13,14]: (1) Adding novel antioxidants such as MgB₂, magnesium calcium aluminate, and nano-yttrium-aluminum garnet to improve their oxidation resistance; (2) Using novel binders to improve environmental friendliness and performance; (3) Replacing conventional fused magnesia with large-crystal magnesia to enhance erosion resistance and other performance characteristics; (4) Developing low-carbon materials by substituting flake graphite with novel carbon sources such as expanded graphite and nano-carbon black.
(1) New antioxidants
Carbon-containing refractory materials are prone to oxidation, which is a key factor limiting their service life. The flake graphite contained in Al₂O₃-MgO-C bricks is prone to oxidation at high temperatures, which severely affects the performance of these bricks. Therefore, antioxidants must be added to improve their oxidation resistance. Common antioxidants used in carbon-containing refractories include metallic Al and Si powder. Studies have shown [11,12,13] that the addition of metallic antioxidants alone has a limited effect on improving the oxidation resistance of carbon-containing refractories (<50%). However, the combined addition of metallic and non-metallic antioxidants (such as 1% Al + 1% B₄C, 2.5% Al + 0.4% TiO₂, etc.) can significantly improve the oxidation resistance of MgO-C bricks, with improvement rates reaching 60%–80%. Sarath Chandra et al. [14] investigated the effects of the combined addition of Al powder and yttrium-aluminum garnet nanopowder on the oxidation resistance and post-oxidation residual strength of Al₂O₃-MgO-C bricks. The results showed that adding 1% Al + 2% yttrium-aluminum garnet nanopowder significantly improved the oxidation resistance and thermal shock resistance of Al₂O₃-MgO-C brick specimens. This is because yttrium-aluminum garnet nanopowder effectively fills the pores, transforming the specimen’s oxide layer into a highly dense composite structure that effectively inhibits oxygen intrusion. The “Magnesium Shield” raw material developed by a certain company belongs to the aluminum-magnesium-calcium multi-phase raw material category. Its chemical composition (w) is: Al₂O₃ 70%, MgO 20%, CaO 9%; its mineral phase composition (w) is: MA 72%, CA₂ + CA 28%. When used in aluminum-magnesium-carbon bricks in the metal zone of ladles, as well as in magnesium-carbon bricks in both the slag and metal zones, the “Magnesium Shield” raw material forms “flexible” particles at high temperatures, thereby alleviating internal stress and reducing thermal shock and mechanical damage; it improves oxidation resistance, prevents deep oxidation, and reduces the required dosage of oxidation inhibitors. It forms a viscous protective slag layer on the working surface, improving erosion and scouring resistance and reducing premature decommissioning caused by localized excessive erosion of the lining. Without significantly increasing raw material costs, Magnesium Shield significantly improves the performance of aluminum-magnesium-carbon and magnesium-carbon bricks, extends service life, and reduces steelmaking costs. Calculating a benefit of 2,000 yuan for each additional furnace cycle of service life, the net benefit per ladle increases by 10,000 to 15,000 yuan after adding Magnesium Shield.
(2) New type of binder
Common binders used in MgO-C bricks include phenolic resin and coal tar pitch. Phenolic resin has become a substitute for coal tar pitch due to its greater environmental friendliness. Research on phenolic resin primarily focuses on adding catalysts such as Fe, Co, Ni, or their oxides to increase the residual carbon yield of graphitized carbon by converting residual carbon into carbon fibers after high-temperature sintering. Rastegar et al. [15] found that Fe-catalyzed phenolic resin-bonded MgO-C bricks, prepared using ferric nitrate as the raw material, formed carbon nanotubes after high-temperature sintering at 1,400°C, which effectively improved the performance of the MgO-C bricks. However, the highly homogeneous glassy phase structure of phenolic resin leads to high brittleness in the material. Tar pitch exhibits excellent adhesion to raw material particles, enhancing the material’s plasticity, and results in high residual carbon content and an anisotropic structure. Its primary drawback is the high content of carcinogenic aromatic hydrocarbons generated during carbonization, with benzo(α)pyrene levels reaching 10,000–13,000 mg·L^(−1); therefore, environmentally friendly alternatives with similar performance must be sought. A new asphalt-based binder (Thermocarbon R 110) for MgO-C bricks developed by a French company [16] has a benzo(α)pyrene content below 15 mg·L⁻¹. Applying the newly developed environmentally friendly asphalt-based binder Thermocarbon R110 to MgO-C bricks can increase the density of the bricks, reduce apparent porosity, improve flexural strength and compressive strength at room temperature, and effectively reduce the rate of strength loss after thermal shock. Carbores P, a high-melting-point coal tar resin powder developed by a foreign company, has a low benzo(α)pyrene content (approximately 125 mg·kg⁻¹) and can be used as a binder to prepare eco-friendly MgO-C bricks [17]. Carbores P has a very high residual carbon content (up to 85%) and can replace asphalt powder (residual carbon content of approximately 45%) in MgO-C bricks to enhance carbon bonding while reducing the amount of phenolic resin binder and curing agent required; its optimal addition rate is 0.5%–1.5%. The carbonized structure formed by Carbores P is a graphitized structure characterized by good flexibility, which can improve stress distribution in MgO-C bricks and enhance thermal shock resistance [18]. Research by Zeng Limin et al. [19] confirmed that varying the amount of Carbores P added has little effect on the apparent porosity and room-temperature compressive strength of cured MgO-C specimens; however, the high-temperature flexural strength of the specimens increases with the addition of Carbores P. For specimens treated with carbon embedding, those containing 0.5% (w) Carbores P exhibited the lowest apparent porosity, the highest room-temperature compressive strength, and the best oxidation resistance. The application results of magnesium-carbon bricks containing 0.5% (w) Carbores P at the slag line of a 100-ton ladle in a certain steel mill showed an erosion rate of 2.11 mm per furnace, representing a 10% improvement in erosion resistance compared to magnesium-carbon bricks without Carbores P.
Carbon-containing refractories have high thermal conductivity, which increases heat loss from the lining to the furnace shell and can easily cause deformation of the furnace shell. Furthermore, during use, unfired carbon-containing bricks may emit harmful gases and fumes due to the binder. Based on this, Murakami et al. [20] developed environmentally friendly MgO-C bricks and Al₂O₃-MgO-C bricks with lower thermal conductivity; their specific properties are shown in Table 3. Compared to traditional MgO-C bricks and Al₂O₃-MgO-C bricks, under conditions of identical carbon content, the thermal conductivity of the eco-friendly MgO-C bricks and Al₂O₃-MgO-C bricks is reduced by approximately 30%. Furthermore, the eco-friendly MgO-C bricks and Al₂O₃-MgO-C bricks utilize a binding system free of phenolic resin; no foul-smelling or harmful gases are emitted during drying or heat treatment, and they exhibit excellent erosion resistance and durability. Using eco-friendly MgO-C bricks (slag line) and Al₂O₃-MgO-C bricks (metal zone and ladle bottom) for ladle linings can significantly reduce the surface temperature of the ladle shell (by approximately 70–100°C) and substantially minimize heat loss.
(3) New raw materials
The primary raw materials used in MgO-C bricks and Al₂O₃-MgO-C bricks include fused magnesia, corundum, and flake graphite. To improve the performance of MgO-C bricks and Al₂O₃-MgO-C bricks, various new raw materials have been developed and applied. There are reports of using large-crystal fused magnesia to replace ordinary fused magnesia in the preparation of MgO-C bricks for ladle slag lines. Large-crystal fused magnesia has a larger crystal size, reaching 800–1000 μm, which is significantly larger than the crystal size of ordinary fused magnesia (400–600 μm). Research by Guo et al. [18] confirmed that, under conditions where other raw materials remained constant, MgO-C bricks with a carbon content of 14% prepared using large-crystal magnesia as the raw material and installed in the slag line of a RH furnace ladle could extend the ladle’s service life from 32–35 heats to 72–75 heats. This significantly reduced the number of repairs required for the ladle slag line (from 3 to 1) and lowered steelmaking costs.
Nanocarbon black, being amorphous with a large specific surface area and high reactivity, is often used to replace flake graphite in MgO-C bricks to reduce carbon content. Bag et al. used nano-carbon black and flake graphite as composite carbon sources to investigate the effect of different carbon black and graphite additions on the performance of magnesium-carbon refractories. They found that when the graphite and carbon black content (w) were 3.0% and 0.9%, respectively, the performance of the low-carbon magnesium-carbon material was optimal and superior to that of traditional magnesium-carbon materials containing 10% graphite (w).
Carbon-free materials are commonly used in the lining of ladles for the smelting of low-carbon steel, ultra-low-carbon steel, and clean steel, particularly magnesium-chromium bricks and dolomite bricks at the slag line. However, a drawback of these carbon-free materials is their susceptibility to slag penetration, which leads to spalling. To address this issue, the development of low-carbon magnesium-carbon bricks for the slag line of ladles has become a focus of research. Studies have shown that using low-carbon MgO-C bricks with carbon contents of 6% and 1% in the slag line of ladles reduces the carbon content in the steel. However, reducing the flake graphite content in MgO-C bricks leads to decreased thermal shock resistance. To address this, carbon sources such as expanded graphite, fine graphite, or nano-carbon black are often used to replace flake graphite. By selecting appropriate antioxidants and phenolic resins with high residual carbon content, it is possible to develop MgO-C bricks for ladle slag lines with excellent performance. Performance characteristics of a typical low-carbon MgO-C brick for ladle slag lines developed by a Japanese refractory company. Application results show that, compared to directly bonded MgO-Cr₂O₃ bricks, low-carbon MgO-C bricks exhibit better resistance to slag penetration and thermal shock. When used in ladle slag lines, they can effectively reduce the carbon content in steel.
3.1.2 Magnesium-calcium (carbon) bricks
Magnesium-calcium bricks (also known as magnesium-dolomite bricks) can be divided into two types: fired magnesium-calcium bricks and unfired magnesium-calcium bricks. Fired magnesium-calcium bricks are primarily used as lining materials in the VOD refining process during stainless steel production, serving as a substitute for magnesium-chromium bricks. Unfired magnesium-calcium bricks, or magnesium-calcium-carbon bricks, are primarily used in LF furnaces and LF-VD ladle furnaces to replace magnesium-carbon bricks. The advantages of magnesium-calcium bricks are primarily reflected in the following five aspects : 1) Purification of molten steel: The free CaO in magnesium-calcium bricks can adsorb impurities such as S, P, Al₂O₃, and SiO₂ from the molten steel, thereby purifying the steel and meeting the production requirements for modern clean steel. 2) Excellent slag resistance: Magnesium-calcium bricks exhibit superior resistance to highly alkaline slags compared to magnesium-chromium bricks, and superior resistance to high-SiO₂ slags compared to magnesium-carbon bricks. 3) Low cost: The primary raw material for magnesium-calcium bricks is natural dolomite (which is processed into magnesium-calcium sand through secondary firing), which is abundant in China and inexpensive. 4) Good high-temperature vacuum stability: Under high-temperature vacuum conditions, high-purity magnesium-calcium bricks and magnesium-calcium-carbon bricks remain highly stable with minimal mass loss rates, significantly outperforming magnesium-chromium bricks and magnesium-carbon bricks. They are therefore more suitable for use in ladle refining operations involving high-temperature vacuum environments. 5) Good thermal shock resistance: Magnesium-calcium bricks contain free CaO, exhibit significant high-temperature creep, and possess high plasticity. This allows them to absorb thermal stresses caused by temperature fluctuations and prevents the formation of a thick altered layer during use. Consequently, magnesium-calcium bricks demonstrate excellent thermal shock resistance, outperforming both magnesium-chromium and magnesium-carbon bricks; however, magnesium-calcium-carbon bricks exhibit even better thermal shock resistance than standard magnesium-calcium bricks.
Although magnesium-calcium bricks have many advantages, they are prone to hydration in humid environments, leading to powdering of the brick body. This severely affects the brick’s structure and performance, and currently represents the greatest challenge facing magnesium-calcium brick manufacturers in China.
Currently, there are numerous methods for waterproofing magnesium-calcium materials both domestically and internationally, which can be broadly categorized into two main types: optimization of the preparation process and surface treatment of magnesium-calcium sand raw materials, and control of the preparation process and post-processing of magnesium-calcium brick products. Among these, waterproofing measures related to magnesium-calcium sand raw materials include: (1) adding small amounts of calcination promoters, such as TiO₂ and ZrO₂, during the production of magnesium-calcium sand to promote the growth of CaO grains, thereby forming relatively stable large grains. There are also reports of impregnation or carbonization treatments applied to magnesium-calcium sand raw materials. For example, immersing magnesia-calcium sand raw materials in an organic silicon solution of a certain concentration for a specific duration forms a protective film on the surface of the raw material particles after drying, preventing CaO hydration; passing carbon dioxide and water vapor over the surface of the magnesia-calcium sand to form a covering layer of carbonate compounds on the sand surface—known as the carbonation treatment method—serves to inhibit hydration. (2) Preparing magnesia-calcium sand raw materials through high-temperature firing or two-step calcination. In such materials, CaO grains grow sufficiently, the material structure becomes denser, and grain boundary area is reduced, thereby improving resistance to hydration. Measures to prevent hydration in magnesium-calcium brick products include: (1) Strict control at every stage of the production process, such as selecting high-density and high-purity raw materials, using anhydrous binders, ensuring a reasonable particle size distribution, proper placement of kiln cars during firing, and scientific control of firing temperatures. (2) Surface treatment of the bricks, involving the application of a protective coating—such as anhydrous organic compounds, dehydrated asphalt, or anhydrous resins—to prevent direct contact between the brick surface and the atmosphere. (3) Sealed packaging of the bricks. Currently, various manufacturers employ comprehensive control measures to prevent the hydration of magnesium-calcium bricks; however, due to differences in process control, the effectiveness of hydration prevention varies.
China has designated the development of high-quality MgO-CaO series refractory materials as a key scientific and technological research project. Systematic research has been conducted on the raw materials, binders, manufacturing, and application of high-quality magnesite-dolomite bricks, yielding significant results. A certain steel mill abroad uses magnesium-calcium bricks exclusively in its 80-ton VOD furnace, employing QMG30 magnesium-calcium bricks for the slag line and QMG20 magnesium-calcium bricks for the furnace walls and bottom. The refining time is 60 minutes. The furnace life when using magnesium-calcium bricks is 40 to 50 runs, whereas the furnace life when using other types of bricks is mostly 10 to 20 runs.
3.1.3 High-alumina bricks
The production of low-carbon steel, high-purity steel, stainless steel, ultra-low-carbon steel, and other steel grades imposes increasingly stringent requirements on carbon content in the steel composition. Consequently, research into the development of low-carbon and carbon-free refractory materials for ladles has become a pressing issue. Conventional high-alumina bricks suffer from poor dimensional stability and significant shrinkage during use, which leads to increased erosion by molten steel. Since ladles operate intermittently and undergo repeated thermal cycles of cooling and high temperatures, their poor thermal shock resistance leads to spalling. Sun Huayun et al. used high-quality alumina bauxite and synthetic mullite as the primary raw materials, adding kyanite, andalusite, sillimanite (collectively termed the “three stones”), and muscovite as expansion agents, with soft clay as the binder, along with appropriate additives. These materials were fired at an optimal temperature to produce micro-expanding alumina bricks, which were successfully applied as the inner lining of ladles for smelting low-carbon steel, stainless steel, and other grades. The addition of phlogopite to bauxite facilitates the formation of a SiO₂-rich mullite phase. During use, the Al₂O₃ in the bauxite continues to react with the free SiO₂ in the phlogopite, resulting in secondary mullitization; The residual “three-stone” minerals undergo further mullitization (primary or secondary) during operation, accompanied by expansion reactions; therefore, it is preferable to select “three-stone” minerals that form composite materials. Since the decomposition temperatures of the “three-stone” minerals vary, the expansion resulting from mullitization also differs. By leveraging this characteristic, high-alumina bricks exhibit corresponding expansion effects at different operating temperatures, which compress the brick joints, enhance the overall density of the bricks, and improve properties such as thermal shock resistance. This, in turn, enhances the high-alumina bricks’ resistance to slag penetration and extends the service life of the ladle.
3.1.4 Magnesium-chromium bricks
Magnesium-chromium bricks are alkaline refractory products with periclase and magnesium-chromium spinel as their primary crystalline phases. They are typically produced using magnesia, chromite, and synthetic magnesia-chromite sand as raw materials, with small amounts of additives sometimes included. Magnesium-chromium bricks include silicate-bonded magnesium-chromium bricks (also known as ordinary magnesium-chromium bricks), direct-bonded magnesium-chromium bricks, re-bonded (semi-re-bonded) magnesium-chromium bricks, and unfired magnesium-chromium bricks. Ordinary magnesia-chrome bricks are commonly used for permanent linings in steel ladles, while direct-bonded and electrofused re-bonded magnesia-chrome bricks are primarily used for the linings of vacuum oxygen decarburization (VOD) ladles, where they perform well.
Although magnesium-chromium refractories exhibit excellent slag resistance, their resistance to spalling is insufficient. Comparative studies have shown that increasing the Cr₂O₃ content in the matrix of magnesium-chromium bricks, enhancing the degree of direct bonding within the bricks, and reducing the open porosity of the bricks all contribute to improving their high-temperature performance [31]. Other studies have confirmed that impregnating sintered magnesium-chromium bricks with an aluminum sol can optimize the pore size distribution within the bricks, increase their bulk density, and significantly reduce the apparent porosity, thereby improving the bricks’ compressive strength at room temperature to a certain extent. A domestic company treated fired magnesium-chromium bricks with a salt solution, resulting in a slight increase in the bricks’ bulk density, a significant reduction in apparent porosity, and a doubling of the bricks’ compressive strength at room temperature, while the load-softening temperature remained unchanged.
3.1.5 Aluminum-Magnesium Spinel Carbon Bricks
Aluminum-magnesium spinel carbon bricks are manufactured by adding a certain proportion of pre-synthesized aluminum-magnesium spinel to standard aluminum-magnesium carbon bricks; their performance exceeds that of comparable aluminum-magnesium carbon bricks. They are suitable for use in both continuous casting ladles and ladles for ladle-based refining. A domestic refractory manufacturer, in collaboration with Baosteel, has developed aluminum-magnesium spinel carbon bricks for continuous casting ladles. When used in Baosteel’s 300-ton continuous casting ladles, these bricks achieved an average service life of 105 cycles, with a maximum of 200 cycles. Aluminum-magnesium spinel carbon bricks for ladle refining, developed by the China Academy of Building Research, were used in Ansteel’s 200-ton fully continuous casting ladles for ladle refining, achieving an average service life of 73.3 runs and a maximum of 82 runs.
3.1.6 Aluminum-Magnesium Non-Fired Bricks
To meet the requirements of smelting clean steel, low-carbon steel, and ultra-low-carbon steel, high-grade aluminum-magnesium unfired bricks (carbon-free unfired bricks) have been developed. Compared to the water-glass-bonded aluminum-magnesium unfired bricks developed in the early 1980s, these high-grade aluminum-magnesium unfired bricks offer significantly improved performance. In addition to utilizing high-purity raw materials (corundum, high-purity fused magnesia, and high-purity alumina-magnesia spinel), these high-grade alumina-magnesia unfired bricks also employ high-performance composite binders (sol-gel + MgCl₂ and others). When applied to ladles, they not only reduce carbon pick-up in molten steel but also achieve a service life that matches or even exceeds that of carbon-containing ladle lining bricks. For example, the alumina-magnesium non-fired bricks developed by a refractory company in Henan, when used in 100-ton ladles and LF refining ladles at a certain steel mill, had a service life 1.5 times longer than that of alumina-magnesium carbon bricks. At Ansteel, 200-ton ladles using alumina-magnesium non-fired bricks achieved a service life of over 110 castings per lining, with a maximum of 128 castings. The service life of 170-ton continuous casting ladles reached 119 cycles, surpassing that of aluminum-magnesium-carbon bricks.
3.2 Unshaped Refractory Materials for Ladles
Al₂O₃-MgO (corundum-spinel) castables are widely used as linings for steel ladles due to their excellent resistance to erosion and thermal shock. In accordance with operational requirements, current Al₂O₃-MgO (corundum-spinel) castables for steel ladle working linings are evolving toward greater density, improved erosion resistance, enhanced wear resistance, and increased thermal shock resistance. Research has confirmed that the content of magnesia or spinel in Al₂O₃-MgO (corundum-spinel) castables significantly affects the material’s erosion resistance, permeability, and resistance to spalling. Studies indicate that as the spinel content in the castable increases, the erosion index gradually decreases, while the penetration depth is minimal when the spinel content ranges from 10% to 30%. When the spinel content exceeds this range, the penetration depth of the castable gradually increases, as shown in Figure 4. For Al₂O₃-MgO castables, as the MgO content increases, the erosion index gradually decreases, while the permeability index first decreases and then increases, reaching a minimum when the MgO content is in the range of 5% to 10%. Proper control of MgO (spinel) content not only improves resistance to penetration but also helps enhance the castable’s resistance to spalling. Additionally, the type of raw materials used in the selected Al₂O₃-MgO (corundum-spinel) castables varies depending on the size of the ladle, which also affects the ladle’s service life. Alumina-magnesia castables for large ladles use corundum, high-purity spinel, and high-purity magnesia as raw materials, with a service life of over 200 pours; linings for small ladles primarily use alumina-magnesia castables based on high-alumina bauxite, with a service life of over 130 pours. The critical areas that determine ladle life are the slag line and the bottom impact zone. For the slag line on the ladle wall, refractory materials with good slag resistance and thermal shock resistance must be selected, while the bottom impact zone requires greater attention to resistance to molten steel erosion and thermal stress conditions, ensuring that internal structural damage does not occur due to excessive material expansion. In large ladles, installing high-quality large precast blocks in the impact zone and then pouring self-leveling castables after laying the ladle nozzle and gas supply bricks is currently one of the successful methods.
Regarding castables for ladle working linings, research indicates that dense ladle castables exhibit higher dry and post-firing room-temperature flexural strengths than traditional ladle castables. Based on this, Nishimura et al. reduced the water content of Al₂O₃-MgO castables from 5.5% to 4.2%, and even as low as 3.8%, by increasing the amount of coarse aggregate (for precast components), and developed the dense Al₂O₃-MgO castable SSC-AM625 for ladle bottom working linings. Compared to traditional Al₂O₃-MgO castables, it exhibits significantly improved erosion resistance and permeability resistance; when used in the impact zone of the ladle bottom, the rate of wear is greatly reduced. Furthermore, since the SSC-AM625 castable has poor flowability and is only suitable for ladle bottoms and precast components, the company’s researchers developed the dense Al₂O₃-MgO castable SSC-AM426 for ladle wall working linings by adding a high-performance anti-flocculant. With a water content of less than 4%, it achieves a self-flow value of 200 mm. Compared with traditional Al₂O₃-MgO castables used for ladle walls, the SSC-AM426 castable not only exhibits improved flexural strength after firing, but also shows a 20% improvement in erosion resistance and permeability resistance. Results from a 4-hour slag erosion test at 1650°C show that the slag erosion (penetration) depth was 10.1 (5.3) mm, representing a significant improvement over the slag resistance of traditional castables (erosion/penetration depth of 12.4/6.7 mm). When SSC-AM426 castable is used for the metal line on the ladle wall, the service life of the ladle can be increased by approximately 30%.
A Japanese steel casting company operates a 10-ton electric arc furnace for continuous casting, equipped with 7-ton and 8-ton continuous casting ladles. Currently, the furnace lining is operating stably after repairs using rammed refractory material. However, due to the diversity of steel grades used in continuous casting, the average number of repairs required for different sections of the ladle lining prior to major overhauls varies, which affects the normal operation of the continuous casting process and leads to increased production costs. Typically, the lining configuration for continuous casting ladles is as follows: zirconia bricks are used for the ladle walls and the bottom impact zone, while high-alumina bricks are used for other areas. Lining replacement (major overhaul) is performed every 100 castings. The bottom impact zone and base bricks are replaced every 25 castings (intermediate overhaul), while the impact zone wall bricks are replaced every 50 castings. Through comparative studies, Kasai et al. [34] found that the developed Al₂O₃-MgO precast bricks (ALTIMA; properties shown in Table 11) exhibit better erosion resistance than zirconia bricks. By replacing zirconia bricks with sintered ALTIMA bricks for the ladle walls, wall impact zones, and bottom impact zones, the service life of these components was extended from approximately 90, 45, 25 to 180, 90, and 45, respectively; unfired Al₂O₃-MgO precast bricks (AMP-8Y2, properties shown in Table 11) exhibit better erosion resistance than traditional high-alumina bricks. Replacing traditional high-alumina base bricks with unfired AMP-8Y2 bricks increased the service life from 25 to 45 passes; Replacing the traditional high-alumina bricks at the bottom of the ladle with new precast high-alumina bricks (LBA-8; properties shown in Table 11) increased the service life from 25 to approximately 45 ladle runs. Intermediate repairs of continuous casting ladles were extended from every 25 runs to every 45 runs, and major repairs were extended from every 100 runs to every 180 runs, resulting in a nearly 47% reduction in refractory material costs.
The monolithic casting technology for high-purity alumina-magnesia (corundum-spinel) materials represents the future direction for ladle lining refractories. The combination of skin-lining casting and wet spraying technology can effectively extend the service life of ladles and reduce refractory consumption. Furthermore, the thermal insulation properties of cast refractories are far superior to those of magnesia-carbon bricks or alumina-magnesia-carbon bricks, which helps lower the steel tapping temperature in converters.
3.3 Energy-saving Technologies for Ladles
Energy consumption in China’s steel metallurgy sector is significantly higher than in other developed countries—for example, 30% to 50% higher than in Japan. Heat loss from ladles accounts for a large proportion of this consumption, with thermal radiation from the open ladle mouth contributing 30% of the total heat loss, and heat transfer through the ladle walls accounting for 30% to 40%. Therefore, energy-saving technologies for ladles primarily focus on three areas: (1) ladle lids; (2) Ladle covering agents; (3) Ladle lining insulation.
3.3.1 Covering the Ladle
The ladle capping and heat preservation technique involves placing a lid system lined with refractory material over the top of the ladle. This effectively prevents heat loss through the ladle opening and reduces heat loss from both the ladle and the molten steel, making it an important measure for energy conservation and consumption reduction in steel mills. Practice at some steel mills has shown that if a ladle is covered throughout the entire pouring process, the temperature of the inner lining will remain above 900–1000°C for 2–3 hours after pouring is completed. This prevents thermal shock damage to the ladle walls and effectively extends the ladle’s service life. The relationship between ladle service life and the coverage ratio is shown in Figure 6. The lining of the ladle cover can consist of refractory fiber products, precast castable components, or a combination of both. Shandong Iron and Steel (SIS) employs a zirconia-containing fiber blanket for full-coverage on its 120-ton ladles. This reduces the temperature drop during the entire process by 25°C, mitigates damage to the ladle lining, and extends the ladle’s service life. Simultaneously, it lowers the steel pouring temperature from the converter by 25°C, thereby increasing the service life of the converter’s pouring nozzle
by more than 10 batches. Based on the structural characteristics and wear patterns of ladle lids, domestic engineers have optimized the design for full-process lid coverage as follows: a layer of fiber insulation board is adhered directly to the ladle lid plate, while the lining combines fiber modules with precast castable blocks. This full-process lid coverage has achieved a service life exceeding six months without damage, improving lid utilization and turnover rates while reducing production costs. Ladle lid coverage technology is primarily suitable for small and medium-sized ladles.
At a steel mill in India, the lining of the lid of a 60-ton vacuum arc degassing (VAD) refining ladle had an unsatisfactory service life, with occasional premature failure that prevented the ladle lid from operating continuously. During operation, the VAD ladle cover is subjected not only to severe thermal shock but also to a corrosive environment; therefore, the refractory material for the VAD ladle cover must possess excellent high-temperature dimensional stability and erosion resistance. Following a failure analysis, Indian researchers developed a chromium-containing high-alumina castable for VAD ladle covers by optimizing the optimal Cr₂O₃ content and selecting suitable anti-flocculants and dispersants. The newly developed castable exhibits high thermal shock resistance, volume stability, and erosion resistance. Prefabricated components made from this castable were tested on VAD ladle lids, and the results showed that the service life of the new refractory lining reached 167 ladle runs, representing an increase of approximately 39% compared to the service life of existing VAD ladle lids.
3.3.2 Ladle Covering Agent
To prevent molten steel in the ladle from being directly exposed to the air, which would cause the steel temperature to drop too rapidly during casting, a certain amount of heat-retaining agent is typically added to the surface of the molten steel after tapping from the converter to maintain its temperature. The effectiveness of the heat-retaining agent has a significant impact on the quality of the ingots.
Traditional heat-retaining agents use carbonized rice husks. While this material provides some insulation, its poor spreadability results in inconsistent performance, particularly during the later stages of casting. Low steel temperatures frequently lead to short ingots and scrap requiring return to the furnace. Additionally, carbonized rice husks are costly and cause significant environmental pollution, hindering improvements in ingot quality and reductions in steelmaking costs while also degrading the working environment for operators. With the increasing variety and volume of killed steel, as well as the market’s ever-rising demands for steel quality, carbonized rice husks are no longer sufficient to meet the requirements of steelmaking production. Consequently, the development of new types of molten steel heat-preserving agents has become a key challenge in steelmaking.
Second-generation ladle coverings not only provide thermal insulation but also prevent secondary oxidation of molten steel by air and absorb inclusions. These are generally alkaline coverings, typically represented by powder mixtures of CaO-Al₂O₃-SiO₂ (small amounts) and CaO-MgO-Al₂O₃-SiO₂ (small amounts). They form a layer of liquid slag of a certain thickness on the surface of the molten steel, which not only isolates the steel from air but also facilitates the absorption of inclusions. However, a drawback is that the powders melt relatively quickly, making it easy for a hard crust to form, which reduces their heat retention and insulation properties. Consequently, two-component composite coverings have emerged: one component generates a liquid slag layer to purify the molten steel, while the other provides thermal insulation. The ladle covering developed by Ben Steel, which incorporates expanded perlite and expanded graphite, reduces the average temperature drop of the molten steel by 0.4°C compared to traditional rice husk coverings, achieving favorable application results.
3.3.3 Insulation of Ladle Lining
The thermal insulation technology for ladle linings primarily involves the permanent layer and the insulation layer. The permanent layer can be constructed using lightweight-heavyweight composite bricks or lightweight insulating castables, while the insulation layer can utilize energy-saving coatings, fiber insulation boards, nano-insulation boards, lightweight castables, or a combination of one or two of these materials to provide thermal insulation. Researchers tested newly developed lightweight-heavyweight composite bricks in the permanent lining of a 60-ton ladle at a domestic steel mill. Compared to a permanent lining made of clay bricks, the temperature of the ladle shell decreased by more than 80°C, resulting in a reduction of approximately 12°C in the steel pouring temperature. A certain steel mill used zirconia-containing fiber hard refractory boards as the insulation layer and granular fiber castable as the permanent lining for a 200-ton ladle, resulting in a reduction of 50–80°C in the ladle’s outer wall temperature. When using nano-insulation boards or nano-patches, although the thermal conductivity of the material is extremely low, relying solely on nano-boards for insulation often results in the hot surface temperature exceeding the safe operating temperature of the nano-boards (<1000°C). This causes the insulation effect of the nano-boards to fail rapidly. Under high temperature and pressure, nano-insulation boards are prone to compression or pulverization, posing safety hazards to the ladle. Therefore, nano-insulation panels or nano-insulation blocks cannot be used alone; they must be combined with insulating castables to provide thermal protection. Tian Shouxin et al. applied a four-layer lining method—first coating the inner surface of the steel shell with a 0.5 mm layer of energy-saving paint, followed sequentially by a 10 mm-thick nano-insulation board, a 75 mm-thick high-strength nano-micron insulation castable, and a working layer—to a 120-ton refining ladle at a steel mill. This resulted in a ladle shell temperature of approximately 225°C at the slag line, the temperature at the molten pool of the ladle shell was approximately 200°C, and the temperature at the bottom of the ladle shell was approximately 170°C.
With the advancement of ladle refining technology, steel ladles have evolved from mere containers for holding molten steel into refining vessels. Significant progress has been made in ladle refractory technology, with refractories now designed to be more erosion-resistant and suitable for producing clean steel. Consequently, high-quality refractories for steel ladles possess the following properties: enhanced erosion resistance, resistance to spalling, and impermeability, thereby meeting the requirements of low-carbon development. In the development and application of ladle refractories, the following aspects should be prioritized: (1) High-purity alumina-magnesia (corundum-spinel) monolithic cast linings represent one of the primary future development directions for ladle linings. Their thermal insulation performance surpasses that of magnesia-carbon bricks and alumina-magnesia-carbon bricks, contributing to energy conservation and reduced consumption. Research should focus on optimizing formulations and investigating how new raw materials, binders, and additives can improve material performance. (2) Low-carbonization is a key development direction for carbon-containing products (such as magnesium-carbon bricks and aluminum-magnesium-carbon bricks). This approach not only prevents carbon enrichment in molten steel and reduces heat loss but also significantly extends the service life of ladles. The use of new antioxidants, binders, and high-quality raw materials, combined with optimized manufacturing processes, is an effective measure for achieving high-performance low-carbon products. (3) Magnesium-calcium fired bricks and unfired bricks will become one of the primary materials for clean steel refining ladles; using high-quality raw materials and optimizing their hydration control technology is key to extending service life. (4) Although ladle coverings have achieved good application results, ladle capping and composite lining insulation technology remain the mainstream trends for energy conservation and consumption reduction. Efforts should be made to increase the capping ratio and ensure the rational configuration of lightweight insulating materials within the lining.
