On the surface, the smelting and pouring process appears relatively simple and quick; a single batch of molten steel takes only a few dozen minutes, without the cumbersome operations, intricate details, or lengthy timeframes associated with the mold-making process. However, upon closer examination, the smelting process involves much deeper theoretical knowledge—ranging from furnace lining characteristics, refractory materials, and the fabrication and sintering of linings, to deoxidation and slag removal during smelting and their underlying principles; to the properties of molten metal, slag and gas within it, the casting properties of metallic materials (such as fluidity, shrinkage, and hot cracking), the roles of various chemical elements in metals, knowledge of pouring systems, pouring rates, temperature profiles, and more. If fully explored, the scope would be even more vast, encompassing a wealth of profound theoretical knowledge that cannot be avoided.
For most precision casting foundries, the medium-frequency induction furnace is the core equipment in the melting process. Typically, we focus on the quality and efficiency of the melting and pouring processes, but rarely pay attention to the furnace itself. How does it work? How does it melt hard steel into a liquid? What are its advantages and disadvantages? Here’s some information about induction furnaces.
In precision casting foundries, we primarily use medium-frequency induction furnaces. In fact, these are just one member of the induction furnace family, which includes power-frequency induction furnaces, medium-frequency induction furnaces, and high-frequency induction furnaces.
1.Power-frequency induction furnace
Frequency: Uses the industrial power grid frequency (50 Hz in China; 60 Hz in some countries).
Features: High power output, suitable for large-scale melting (ranging from several tons to tens of tons), and commonly used in steelmaking, cast iron production, and similar applications. Its structure is relatively simple; the furnace body is typically a refractory crucible, with coils wound directly around the crucible (core-less power frequency furnace).
Investment Casting Applications: These furnaces are rarely used in investment casting because the melting volumes in this process are typically small (ranging from tens to hundreds of kilograms), and the process requires high precision in melting control.
2.Medium-frequency induction furnace
Frequency: The typical range is between 150 Hz and 10,000 Hz; for investment casting, the commonly used range is around 1,000 Hz to 3,000 Hz. Domestic medium-frequency induction furnaces generally operate at three frequencies: 150 Hz, 1,000 Hz, and 2,500 Hz.
Features: The workhorse of investment casting! It offers high power density, fast melting speed, high thermal efficiency, moderate electromagnetic stirring force, flexible operation, and precise composition control. It is highly suitable for small to medium-sized melting operations (ranging from tens of kilograms to 1–2 tons). It requires a dedicated medium-frequency power supply to convert mains frequency electricity into the required medium-frequency alternating current.
Structure: Typically consists of a medium-frequency power supply, furnace body (including induction coil and refractory crucible), water-cooling system, tilting mechanism (mechanical or hydraulic), and control system.
3.High-frequency induction furnace
Frequency: Typically above 10,000 Hz, and can reach several hundred kHz or even MHz.
Characteristics: Extremely high power density, extremely fast heating speed, and a very pronounced skin effect (heat is concentrated on the surface layer of the metal). Weak electromagnetic stirring force.
Applications in investment casting: Primarily used for surface heating, brazing, and localized heat treatment of small and thin parts, or for laboratory research. It is rarely used for primary melting in investment casting because of its shallow melt pool, weak stirring, low efficiency for large-scale melting, and high equipment costs.
There is a correlation between the rated capacity of an induction furnace and its operating frequency; generally, the smaller the rated capacity, the higher the frequency. This is determined by the melting principle of induction furnaces, which we will discuss in detail later.
In induction furnace melting, steel is melted under the action of electromagnetic forces. Under the influence of electromagnetic stirring forces, the molten steel undergoes certain movements, which bring both advantages and disadvantages.
The advantages are as follows:
1. Uniform molten steel temperature
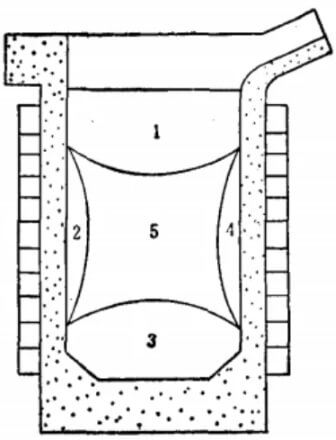
The temperature of the molten steel inside the furnace is uneven. Zone 1, which includes the furnace mouth and slag area, experiences rapid heat loss and is classified as a low-temperature zone. Zone 3 is located at the furnace bottom; since there are no heating coils in this area, heat is lost through the furnace bottom; Zones 2 and 4 generate a significant amount of heat, but also lose a substantial amount of heat through the furnace walls; consequently, they are classified as medium-temperature zones. Zone 5 retains heat well and is classified as a high-temperature zone. The movement of the molten steel helps regulate the temperature uniformity across these zones.
2. Promotes compositional homogeneity
During the smelting process, various alloys are added to adjust the composition. Since these alloys have different melting points, the movement of the molten steel helps to rapidly homogenize the alloy components within the steel.
3. Facilitates deoxidation and slag removal
Our final deoxidation process is classified as diffusion deoxidation (though there is theoretical debate on this point); it is an interfacial reaction. The continuous movement of the molten steel facilitates the progression of diffusion deoxidation. Regarding slag removal, this movement has both positive and negative effects. On the positive side, the movement of the molten steel causes non-metallic inclusions to rise to the surface, where they can be captured by the slag-removing agent.
The disadvantages are as follows:
1. The movement of molten steel exerts intense erosion on the furnace walls, shortening the service life of the furnace lining and increasing the likelihood of lining material entering the molten steel to form inclusions.
2. The movement of molten steel can cause a “hump” phenomenon, making it more difficult to cover the surface of the molten steel and increasing its reaction with the atmosphere.
Finally, it is essential to emphasize that when using a medium-frequency furnace for melting, the process merely melts the steel material and does not perform a true “smelting” function. Therefore, we have strict requirements for the furnace charge. When excessive impurities are introduced into the charge, our melting and pouring process cannot completely remove all inclusions and gases, which is often the direct cause of defects in our castings.