The formation of a crust at the bottom of an electric arc furnace (EAF) is a common problem in the production of high-alloy steel. This crust formation leads to a series of process issues: reduced furnace capacity, lower tapping rate, decreased tapping success rate, and reduced EAF smelting yield. This study investigated the crust formation mechanism in a 70-ton eccentric bottom tapping EAF used in the production of tool steel and stainless steel at a South Korean steel plant. The effects of bottom-blowing agitation and electromagnetic stirring (EMS) on reducing crust thickness were compared. The results showed that EMS is more effective than bottom-blowing agitation in reducing crust formation.
The formation of crust at the bottom of the electric arc furnace is a common problem in the production of high alloy steel, especially when a high percentage of FeCr ferrochrome is added to the furnace and the tapping time is short. The formation of crust brings a series of process problems, such as reducing furnace capacity, reducing tapping weight hit rate, reducing steel output, and reducing production efficiency. It has been reported that the use of electromagnetic stirring (EMS) at the bottom of the furnace can reduce the formation of crust in the production of stainless steel in electric arc furnaces with long tapping slots. [1] The electromagnetic stirring coil installed below the furnace bottom stirs the entire molten pool, accelerates the melting of scrap steel, and homogenizes the temperature of the molten pool, which is beneficial to removing the crust phenomenon.
The latest generation of electromagnetic stirrers for electric arc furnaces is installed on a 70-ton eccentric bottom tapping electric arc furnace located at the SeAH Steel Plant in Changwon, South Korea. SeAH CSS was founded in Changwon in 1966. The Changwon plant produces 1.2 million tons of crude steel annually. SeAH CSS is the only manufacturer in South Korea that produces everything from smelting to seamless stainless steel pipes. The smelting workshop consists of an electric arc furnace, an argon-oxygen decarburization (AOD)/vacuum oxygen decarburization (VOD) furnace, a ladle refining furnace, and continuous casting/ingot casting equipment. The electric arc furnace is 70 tons, equipped with a 72 MVA transformer and four oxygen-carbon-aluminum mixture injection lances. In addition to electrical input, chemical energy input is provided by three furnace wall oxygen-burner lances. Basic furnace condition data are listed in Table 1. Severe crust formation is the biggest operational problem for this type of electric arc furnace. In 2012, three gas-blowing stirring permeable cores were installed in the lower furnace shell to eliminate the bottom crust problem, but unfortunately, this was unsuccessful. Similarly, maintenance of the permeable core was also a major issue, as it was prone to clogging. After nearly a year of testing, the permeable core was removed due to a lack of positive results. In 2018, for the same purpose, electromagnetic stirring technology was introduced to the SeAH steel plant as a potential new method to solve the problem of furnace bottom crusting. This paper summarizes the test results during and after hot commissioning. The results show that electromagnetic stirring effectively reduces the formation of furnace bottom crust compared to furnace bottom gas stirring, and the impact of furnace bottom electromagnetic stirring on electrical energy, energizing time, and reduction of sprayed materials is discussed.
Crust Formation
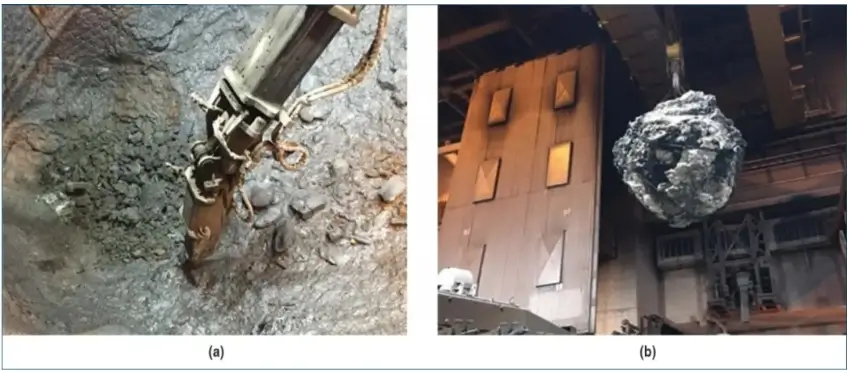
The crust layer at the furnace bottom consists of unmelted scrap steel, unmelted ferrochrome, and solid slag. The crust thickness can sometimes reach 1000 mm, depending on the service life of the lower furnace shell. A photograph of the crust formed at the furnace bottom is shown in Figure 1a. The crust is periodically removed using refractory cleaning equipment. After drilling holes in the side of the crust at the furnace bottom, a crane is used to lift the center of the crust, as shown in Figure 1b. This process of removing the furnace bottom crust is arduous and time-consuming.
EMS coil installation and stirring principle
The electromagnetic stirrer is positioned below the furnace bottom, which is made of non-magnetic (austenitic stainless steel) plate, as shown in Figure 2. A low-frequency current through the stirrer windings generates a moving magnetic field that penetrates the furnace bottom, thus creating a force within the molten steel. Because the magnetic field penetrates the entire depth of the molten pool, the molten steel moves in the same direction within the lower furnace shell. This movement covers the entire diameter of the electric furnace and the entire depth of the molten pool. Upon reaching the furnace wall, the molten steel must flow back along the wall. When the magnetic field reverses, the molten steel flows in the opposite direction. Since the stirrer is positioned across almost the entire diameter of the lower furnace shell, excellent stirring force is achieved throughout the entire molten pool.

As shown in Figure 3, a 160-ton EBT electric arc furnace was simulated using computational fluid dynamics (CFD). The stirring direction was from the furnace door to the EBT, as shown in Figure 3. Figure 3a shows the velocity distribution in the longitudinal section of the molten pool, Figure 3b shows the velocity distribution in the cross-section of the molten pool, and Figure 3c shows the velocity distribution on the surface of the molten pool. Figure 3 shows that the entire molten pool participated in the stirring motion. The optimized average volumetric velocity of the molten pool was in the range of 0.2 to 0.4 m/s. Compared with bottom aeration core stirring, electromagnetic stirring generates mixing and agitation throughout the molten pool. This effect accelerates the homogenization of the temperature and chemical composition of the molten steel. It should be noted that the electromagnetic force acts not only in the horizontal direction but also in the vertical direction, making the mixing and agitation effect of the entire molten pool more effective. Another advantage of electromagnetic stirring (EMS) is that it does not physically contact the molten steel, thus requiring very little maintenance.
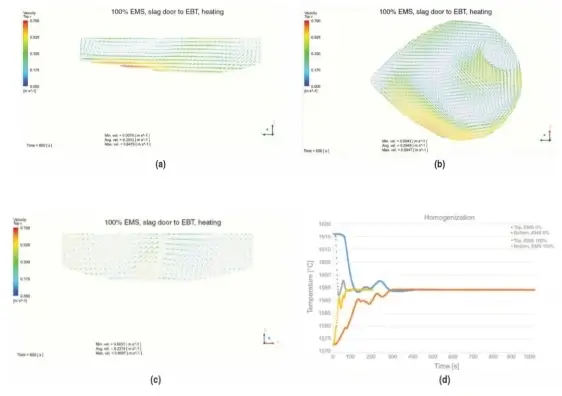
The temperature homogenization of the molten pool was calculated under the following assumptions:
- For an unstirred molten pool, the furnace bottom temperature was assumed to be 1560℃ and the surface temperature 1620℃. The temperature distribution (homogenization time difference) before and after EMS stirring was then compared.
- For an unstirred molten pool, natural stirring was simulated with a 5% EMS power as a reference.
The temperature homogenization curve is shown in Figure 3d. The homogenization time was calculated when the maximum temperature difference was less than 5℃. The temperature homogenization time using 5% EMS power was 305 seconds, while the temperature homogenization time using 100% EMS power was only 58 seconds. The results show that with 100% EMS power, the homogenization time of the molten pool is only 19% of the time without EMS; the rapid temperature homogenization improves the arc heat transfer efficiency and also increases the melting rate of the scrap steel.
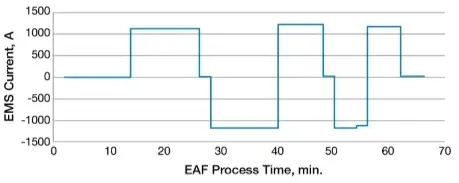
In the spring of 2018, electromagnetic stirring equipment was installed in the No. 3 electric furnace at the SeAH Changwon Steel Plant. To adapt to this electromagnetic stirring, a new stainless steel lower furnace shell was installed. The installation process proceeded smoothly during a 9-day downtime. The EMS stirring mechanism is characterized by fully automated control via file icons and can be customized to meet the needs of different electric arc furnace process stages, such as scrap melting, steel homogenization, alloy melting, decarburization, slag removal, and tapping. EMS operation features low operating costs, high reliability, high safety, and good reproducibility. The EMS control page used at SeAH steel plant is shown in Figure 4, where the stirring direction is changed according to the positive or negative value of the frequency.
Results and Discussion
The main advantage of stirring the molten steel pool in electric arc furnace (EAF) processes is that it accelerates heat and mass transfer. To compare the impact of ArcSave on EAF processes, four months of reference process data without stirring were collected in the first quarter of 2018, followed by six months of performance data using ArcSave. This section will discuss the effects of EMS on molten pool temperature homogenization, energy and electrode consumption, energizing time, and refractory material consumption.
Molten pool homogenization and temperature difference
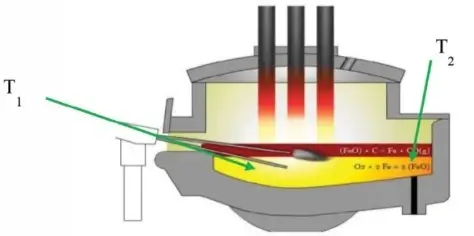
The large volumetric turbulence in the molten pool caused by EMS stirring ensures complete mixing of the entire melt, resulting in excellent temperature and composition homogeneity. Temperature distributions with and without EMS were measured at two locations within the furnace, at the furnace door and from the EBT zone, as shown in Figure 5. With EMS off, the temperature difference ranged from 9 to 39°C; with EMS on, the temperature difference ranged from 0 to 10°C.
From a metallurgical perspective, good homogeneity of the molten pool is crucial. A homogeneous molten pool ensures reliable and accurate composition, enabling precise prediction of the final controllable carbon content and precise tapping temperature. Therefore, the molten pool homogenization process achieved through EMS (Electromagnetic Suspension System) allows for accurate tapping temperatures for different steel grades. This is essential for minimizing variations in the target tapping temperature and ensuring smoother and more stable operation of the subsequent ladle refining furnace (LF)/VOD (Vacuum-Ordered Finishing) process.
Scrap steel melting and scrap steel processing
The forced convection induced by electromagnetic stirring promotes the melting of larger scrap blocks and bales, simplifying scrap management and loading. Computational fluid dynamics (CFD) simulations show that using the ArcSave system increases the scrap melting rate factor by 10 compared to pure natural convection. Strong convection within the molten pool contributes to a uniform temperature distribution and a higher scrap melting rate. Furthermore, the ArcSave device provides a stable arc, reduces electrode current fluctuations, enables rapid melting of large bales of scrap, and minimizes the impact of scrap collapse on the electrodes.
A major benefit of rapid scrap melting is the reduction in SeAH scrap handling costs. Before EMS, scrap steel ingots rejected by the steel mill had to be cut into small pieces (less than 250 kg) before entering the electric arc furnace, otherwise it was difficult to melt them in a single furnace. With ArcSave, up to 4 tons of scrap steel ingots can be directly loaded into the furnace without under-melting. Less scrap handling work translates to lower labor costs, lower natural gas consumption, and higher metal yield. After EMS is installed, scrap steel disposal costs are reduced by 70-80%.
Arc heating is highly efficient and energy-saving
In traditional AC electric arc furnaces, the temperature gradient of scrap steel in the molten pool is 50-70℃ without stirring. Actual conditions on-site limit the measurement of the molten steel temperature at the furnace bottom, especially during energization. To estimate the temperature distribution of the molten pool during arc heating, a CFD simulation study was conducted on a 160-ton electric furnace with an active power of 70 MW, using EBT tapping, to investigate the impact of stirring on temperature distribution during scrap steel heating. The power distribution within the electric arc furnace is assumed to consist of three parts:
- Pcon: 55% of the energy is transferred to the molten pool via convection. This portion of the input power can be described as a function of the distance from the electrodes.
- Prad: 20% of the heat is transferred to the molten pool via radiation, which can be considered uniformly distributed throughout the melt.
- Plos: 25% is lost through the furnace shell, furnace cover, and electrodes.
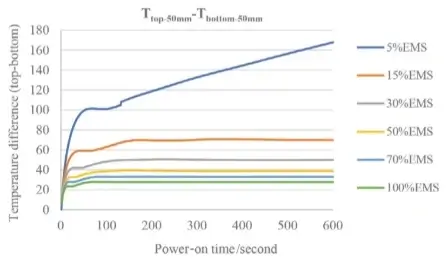
The average temperature gradient between the bottom layer (50 mm above the furnace bottom) and the surface layer (50 mm below the liquid surface) of the molten pool during energization was calculated. The electromagnetic stirring system (EMS) of the electric furnace was operated at different power levels (5%, 15%, 30%, 50%, 70%, and 100% EMS stirring force). The results of this study are presented in Figure 6. It can be seen that when the EMS stirring force is 5% (compared to no stirring), the average temperature gradient increases with increasing energization time, reaching 168°C after 10 minutes of energization. With increasing EMS stirring force, the temperature gradient of the molten steel in the pool decreases. At 100% EMS stirring force, the average temperature gradient is only 28°C, and it remains almost constant with increasing energization time. This means that stirring reduces superheating on the melt surface, and heat from the arc zone is rapidly transferred to the entire molten pool. The reduction in surface superheating temperature decreases heat loss from the furnace wall and furnace cover during energization, thereby reducing power consumption. Meanwhile, electromagnetic stirring improves the melting and decarburization rate of scrap steel, saves time in the electric furnace smelting process, and also helps reduce heat loss. During the energization process, the corresponding increase in the temperature of the molten steel at the furnace bottom also leads to the melting of the crust at the furnace bottom.
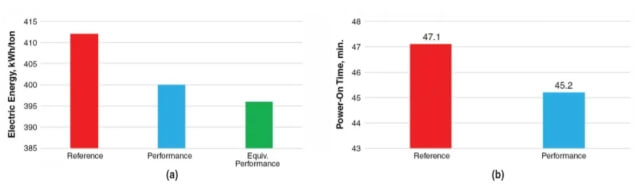
During EMS testing at the SeAH steel plant, average electrical energy savings were approximately 3%, and oxygen blowing was reduced by 7%. By utilizing chemical energy with increased oxygen consumption, the equivalent energy savings were approximately 4%, as shown in Figure 7. The energizing time was reduced by 4-5%, the arc was stable, the superheat on the molten steel surface was low, power consumption was low, and electrode consumption was reduced by 3-4%.
Reduced crusting at the furnace bottom and operational benefits
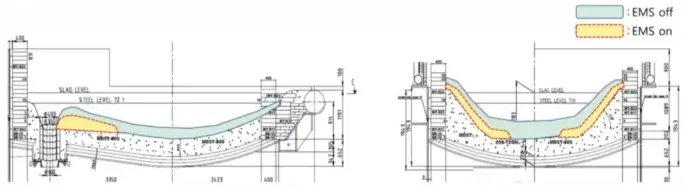
As discussed in the previous section, one of the main objectives of installing ArcSave at the SeAH steel plant was to address the issue of bottom crust formation. The thickness of the bottom crust was measured using a laser rangefinder, and the changes in crust thickness were compared between using EMS and a reference test without EMS. Figure 8 shows a general schematic diagram of the crust profile inside the furnace, with the crust thickness decreasing from 700-1000 mm without EMS to 200 mm with EMS. This reduction in crust thickness is partly dependent on the operating power of the EMS; currently, an EMS current of 1400 amps is more effective in reducing crust formation.
The mechanism by which EMS removes the bottom crust is likely due to the increased relative temperature of the molten steel at the bottom and the convection effect of the molten steel within the molten pool. The high melting point and high density of FeCr ferrochrome mean it tends to remain at the bottom of the furnace, where the temperature of the molten steel is relatively low. Therefore, dissolving the settled ferroalloy without stirring becomes problematic. It was also found that the higher the amount of ferrochrome added and the shorter the tapping time, the more severe the crust formation problem. The accumulation of unmelted ferrochrome at the bottom of the furnace is the main cause of crust formation. Argyropoulos and Guthrie simulated the effects of temperature and stirring on the dissolution time of spherical ferrochrome particles. According to reports, the dissolution time for 20cm ferrochrome particles is 950 seconds at 1570°C, approximately 90 seconds at 1600°C, and approximately 50 seconds at 1620°C. As shown in Figure 6, during energization, the temperature of the molten steel near the furnace bottom increased by approximately 50-100°C when using EMS. The corresponding increase in the temperature of the molten steel at the bottom of the molten pool shortened the melting time of the added ferrochrome. Reports also indicate that at a constant molten pool temperature (1600°C), stirring the molten steel at a slip velocity of 0.3 m/s can reduce the ferrochrome dissolution time to one-quarter of that without stirring (natural convection only). This suggests that temperature homogenization and forced convection in the molten pool will facilitate the melting of FeCr alloys and large scrap steel. Even in the production of stainless steel using electric arc furnaces with long trough tapping, the positive effect of EMS on crust removal has been confirmed.
The reduction in crust thickness in SeAH electric arc furnaces brings the following operational benefits:
- Easier use of scrap baskets for charging.
- Better molten pool level control.
- Increased scrap loading or higher tapping molten steel tonnage.
- Higher tapping molten steel weight hit rate.
- Reduced maintenance of the lower furnace shell refractory material.
- Higher scrap and ferroalloy yields.
- Continuous and consistent electric arc furnace operation.
- Increased production capacity.
Lower surface temperature of the molten pool and savings in refractory materials
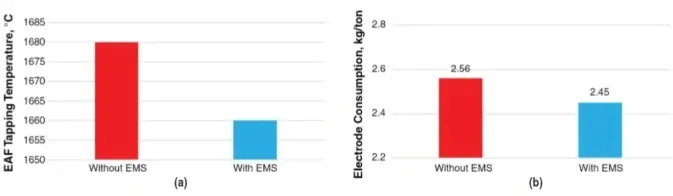
Twenty months of EMS operation at the SeAH steel plant showed that, compared to the absence of EMS, molten pool stirring reduced refractory consumption by 45% for hot repairs and 9% for cold repairs. During energization, EMS stirring lowers the surface temperature of the molten pool, which is likely the primary reason for refractory savings, as the most severe damage to refractory occurs in the slag line area, particularly in hot spots. Another factor reducing refractory wear is the reduction in tapping temperature after using EMS; the average tapping temperature for stainless steel grades decreased from 1680°C to 1660°C, and for tool steel from 1630°C to 1610°C, as shown in Figure 9. It should be remembered that the 20-30°C reduction in tapping temperature measured in an electric arc furnace can be divided into two parts: the first part, a reduction of approximately 15°C in tapping temperature, does not affect the temperature of the molten steel reaching the refining furnace because the temperature difference in the molten pool decreases, and the average temperature of the molten steel entering the ladle does not decrease. Without stirring, the molten steel temperature is generally higher near the surface of the molten pool, and the measured temperature often does not represent the average temperature of the entire molten pool. The second part, a 5-15°C reduction in the absolute tapping temperature within the ladle, and a 20-30°C reduction in tapping temperature, will certainly reduce refractory wear. A third advantage of EMS stirring is reduced crust formation; less crusting leads to less furnace bottom maintenance, while maintaining consistent molten steel level control within the furnace. Results show that EMS has a positive impact on furnace wall refractory materials, reducing the maintenance costs of furnace body refractory materials.
Process reliability and safety
Safety and reliability have always been critical issues in electric arc furnace (EAF) operation. As discussed in previous chapters, the positive impact of EMS on EAF processes significantly improves process reliability. The rapid melting of large scrap steel and ferrochrome quickly homogenizes the chemical composition and temperature of the molten pool, ensuring the target steel weight and temperature at tapping. Stirring in the molten pool reduces carbon boiling. Uniform temperature throughout the molten pool provides stability during tapping, reducing delays caused by tapping failures. Furthermore, the elimination of temperature stratification in the molten pool significantly lowers the tapping temperature; results show that using EMS can reduce the tapping temperature by 15-20°C without altering the LF arrival temperature. In heats without stirring, the molten steel is generally hotter near the surface of the molten pool, and the measured temperature often does not represent the average temperature of the entire molten pool.
Conclusion
EMS stirring improves heat and mass transfer in the electric arc furnace process, reduces energy and electrode consumption, and enhances operational reliability and safety. Field industrial production trials show that EMS promotes the melting of scrap steel and ferrochrome alloys, effectively reducing the formation of a crust at the furnace bottom. The molten steel temperature in the pool is more uniform, and the target tapping temperature is more precisely controlled, leading to smoother operation of the subsequent VOD (Vacuum-Oxygen Demand) process. Shorter tapping times and stable electric arc furnace operation also improve productivity.