In recent years, the steelmaking plant of Fujian Sangang Minguang Co., Ltd. (hereinafter referred to as Sangang Minguang) and its suppliers have dedicated themselves to enhancing the stability of refractory materials. They have achieved notable results regarding service life, accident rate reduction, and cost efficiency, thereby contributing to the company’s development. Driven by technological upgrades and market consolidation among domestic refractory manufacturers, the service life and stability of steelmaking refractories have steadily improved; for instance, the imported products originally used for Sangang Minguang’s slab continuous casting machines have been entirely replaced by domestic alternatives that fully meet the demands of the rapidly growing steel industry.
Refractories for steelmaking
Refractory materials for steelmaking encompass the linings of vessels used to hold molten iron and steel, as well as related furnace maintenance and thermal insulation materials. These materials—totaling over 130 varieties—can be categorized into shaped refractories (such as linings for iron ladles, converters, steel ladles, and tundishes, along with components like taphole blocks, sliding gate nozzles, and continuous casting consumables) and unshaped bulk materials (such as furnace repair mixes, refractory mortars, dry vibratable mixes, castables, opening sands, covering agents, and mold fluxes).
Hot metal ladle, steel ladle, tundish
2.1 Hot Metal Ladles
Hot metal ladles are responsible for receiving molten iron from the blast furnace taphole and transferring it into the converter for smelting.
The temperature of the molten iron typically ranges from 1200°C to 1370°C. During operation, the ladle is subjected to thermal shock from rapid cooling and heating; consequently, the refractory materials must withstand frequent thermal cycling, and the lining must maintain structural integrity without disintegrating or developing cracks due to temperature fluctuations.
2.1.1 Brick-Lined Hot Metal Ladles
For brick-lined hot metal ladles, the primary refractory material for the working lining is low-alumina silicon carbide-carbon (SiC-C) brick, while the permanent lining consists of three layers of fireclay brick. Low-alumina SiC-C bricks offer properties such as erosion resistance and non-stick characteristics regarding slag; they are more cost-effective and perform better than the magnesia-carbon bricks used in steel ladles. Brick-lined hot metal ladles are primarily used for rail transport of molten iron.
2.1.2 Monolithic Cast Hot Metal Ladles
Hot metal ladles used for charging molten iron within the plant are produced via monolithic casting using Al-SiC castables. These ladles operate on a tight cycle and are subjected to less severe thermal shock than those used for rail transport, resulting in a longer service life.
In recent years, service life has been extended by thickening the impact zone at the ladle bottom and applying anti-stick slag agents to the ladle rim—thereby minimizing the impact of slag removal operations on the lining. Consequently, the service life of these ladles has steadily increased.
2.2 Steel Ladles
Steel ladles perform the dual functions of transporting molten steel and facilitating ladle metallurgy (secondary refining).
The temperature of the molten steel within the ladle ranges from approximately 1550°C to 1620°C, and the ladle is subjected to severe thermal shock during operation. Because the operating conditions for refining ladles are extremely demanding, the slag line and sidewalls suffer severe erosion—often caused by electric arcs—leading to premature refractory failure. This is the primary factor limiting service life; therefore, the requirements for steel ladle brick linings are more stringent than those for hot metal ladles.

2.2.1 Ladle Permanent Lining
The castable used for the ladle is a corundum-spinel type, which offers excellent resistance to slag erosion and penetration, as well as superior spalling resistance, effectively withstanding the aforementioned forms of wear; currently, the service life of a ladle permanent lining is approximately 1.5 years.
2.2.2 Ladle Working Lining
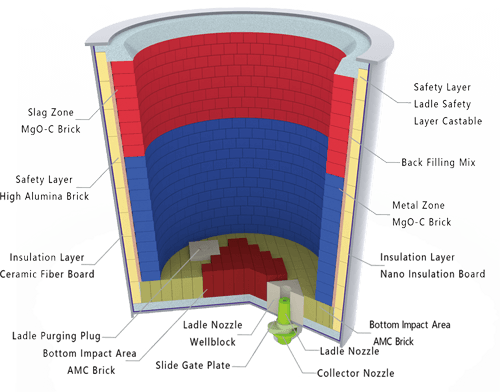
The ladle working lining is primarily composed of alumina-magnesia (carbon) refractory materials. To extend the ladle’s service life, the refractory materials used in critical areas—such as slag-line bricks, gas-purging bricks, slide gates, and nozzle bricks—must be selected to match the service life of the ladle lining itself.
2.2.3 Bottom Gas-Purging Bricks
Gas-purging bricks are embedded in the ladle bottom; argon gas injection facilitates the homogenization of molten steel temperature and composition while allowing non-metallic inclusions to float to the surface. Sangang Minguang utilizes slit-type gas-purging bricks, with two replacements made during a single ladle service campaign.
2.2.4 Ladle Upper Nozzle and Slide Gate
The ladle upper nozzle serves as the passage for molten steel to flow from the ladle into the tundish, while the slide gate regulates the flow rate. Both components are made of magnesia-carbon material and are replaced when their service life falls short of process requirements.
2.3 Tundish
The temperature of molten steel in the tundish ranges from approximately 1470°C to 1560°C. Because a certain thickness of residual steel remains in the tundish after casting, the stopper rod and residual steel freeze inside the unit. Upon removal from the casting line and subsequent cooling, the working lining is demolished along with the residue; thus, the working lining is discarded after a single service cycle, meaning the performance requirements for the tundish working lining are less stringent than those for the ladle.
2.3.1 Permanent Lining Castable
Alumina-silica castables are typically used for the tundish permanent lining. Given the operating conditions, the castable must exhibit good strength, dimensional stability, and thermal shock resistance. Sangang Minguang uses D57 castable for its tundishes, achieving a service life of approximately 700–800 heats per cycle.
2.3.2 Working Lining Dry Vibratable Material
Magnesia-based dry vibratable material is widely used for the tundish working lining due to advantages such as ease of installation, high thermal efficiency during preheating, easy separation of steel/slag from the permanent lining, rapid turnover, improved steel quality, and long service life. The primary raw material is fused magnesia, and the tundish service life is controlled at 10–40 heats, depending on the steel grade.
2.4 Three Major Continuous Casting Refractory Components
The ladle shroud, stopper rod, and submerged entry nozzle (SEN) are critical functional refractory components in continuous casting; their performance directly affects casting efficiency and billet quality.
2.4.1 Ladle Shroud
The primary function of the ladle shroud is to isolate molten steel from the air during pouring, thereby preventing secondary oxidation and nitrogen pickup. Made of alumina-carbon material, it has a service life of 9–10 heats for ordinary steel grades and 2–6 heats for special steel grades.
2.4.2 Stopper Rod
The monolithic stopper rod is a critical component for controlling the flow of molten steel from the tundish into the mold and ensuring smooth continuous casting operations. Stopper rods are made of either magnesia-carbon or alumina-carbon materials—used for aluminum-killed steels and ordinary carbon steels, respectively—with service lives ranging from 10 to 40 heats depending on the steel grade.
2.4.3 Tundish Upper Nozzle
In stopper-controlled casting systems, the tundish upper nozzle acts as the distributor for molten steel flowing into the mold. It features an alumina-carbon outer layer and a high-melting-point zirconia (ZrO2) inner insert. This design offers superior erosion resistance and slow bore enlargement, significantly extending the continuous casting time per tundish compared to nozzles made of other materials.
2.4.4 Submerged Entry Nozzle (SEN)
The primary roles of the submerged entry nozzle are to prevent secondary oxidation of the molten steel, control flow patterns, promote the flotation of inclusions, and prevent mold flux entrapment. Alumina-carbon material is used for SENs in both slab and billet casting.
Regarding these “three major components,” while the stopper rod and tundish upper nozzle must match the service life of the tundish itself, the ladle shroud and SEN can be synchronized with the tundish life through measures such as adjusting the slag line position or replacing the component with a new one.
2.5 Others
Other shaped refractory products include impact bricks for iron ladles; impact bricks and well blocks for ladle bottoms; and impact bricks, impact pads, baffle walls, dams, well blocks, special-shaped blocks, and clay blocks for tundishes.
Converter vessel refractory lining
The temperature of the molten steel within the converter lining ranges from approximately 1620°C to 1680°C. During its service life, the lining is subjected to a harsh operating environment characterized by complex mechanical erosion and intense chemical corrosion caused by high-temperature molten steel, gas flows, and slag. To ensure long-term service, the lining must maintain structural integrity, avoiding disintegration, collapse, or the formation of cracks in the refractory material due to thermal cycling (heating and cooling).
3.1 Converter Lining
The converter lining is constructed using magnesia-carbon bricks; the requirements for these bricks are significantly more stringent than those for the working linings of iron ladles or tundishes.
Converter lining life is a comprehensive performance indicator. It reflects the combined effects of various factors, including the quality of refractory materials and metallurgical fluxes, the standards of lining masonry, usage, and maintenance, as well as the level of smelting operations and production management.
“Steel breakout” accidents caused by excessive thinning of the converter lining are a critical issue to be avoided in steelmaking. Current maintenance strategies to extend lining life include measuring lining thickness with specialized instruments, monitoring shell temperature fluctuations via infrared thermometry, and employing techniques such as applying repair materials and slag splashing.
3.2 Converter Bottom-Blowing Porous Bricks
Bottom-blowing with porous bricks is an auxiliary technique used to improve flow dynamics within the melt. At Sangang Minguang, the bottom-blowing elements utilize a nitrogen-argon gas switching process, achieving a service life of approximately 5,000 heats with effective combined blowing performance.
3.3 Taphole
The converter taphole is constructed using magnesia-carbon bricks and serves as the essential outlet for molten steel that meets specifications at the end of the smelting process. Its performance and maintenance directly impact steel quality control, temperature loss, and production costs. Currently, the taphole has a service life of 120 to 150 heats; this limited lifespan acts as a constraint on the converter’s high-efficiency production.
3.4 Slide Gate Systems and Slag-Stopping Plugs
The refractory assembly used for slag retention in the converter slide gate system consists of five magnesia-carbon brick components: the taphole brick, inner nozzle brick, inner slide plate, outer slide plate, and outer nozzle brick. This system is a process technology used to control slag carryover during tapping to ensure high-quality steel production; the service life of the slide plates ranges from 10 to 15 heats. At Sangang Minguang, slag retention is achieved via slide gate systems on two 100-ton converters and one 120-ton converter, while slag-stopping plugs are used on the other two 120-ton converters.
Bulk material
Unshaped refractories—specifically granular materials—are frequently used as permanent working linings for ladles and tundishes; they are well-suited for the installation and repair of linings with complex geometries. Additionally, continuous casting mold fluxes and covering agents fall under the category of functional granular materials.
4.1 Covering Agents
In steelmaking, a specific amount of covering agent is added to the surface of the molten steel in ladles and tundishes to maintain temperature and prevent direct exposure to air. Such exposure could otherwise cause a rapid temperature drop during casting, leading to nozzle freezing or tundish freezing. Sangang Minguang utilizes composite covering agents characterized by good spreadability and insulating expansion properties; these agents must not cause carbon pickup in the steel, and their moisture content must not lead to increased gas levels that would compromise cast billet quality.
4.2 Free-flowing Opening Sand
Free-flowing opening sand serves as the filling material for the ladle bottom nozzle, with the primary function of facilitating the automatic opening of the ladle (self-opening). Sangang Minguang uses chromite-based opening sand with a Cr₂O₃ content of 26–35%, achieving a self-opening rate of over 99%.
4.3 Furnace Repair Materials
Hot-state repair materials are primarily used to repair the charging side, tapping side, and bottom of the converter; they are essential for extending the furnace’s service life.
The repair materials currently in use are “large-area” repair mixes (gunning/patching mixes) composed mainly of MgO and Al₂O₃. They are widely adopted due to advantages such as ease of application and short sintering times. Water-based repair materials have also been tested recently.
4.4 Continuous Casting Mold Flux
Mold flux is a functional refractory material in continuous casting. Its primary roles are to improve lubrication and heat transfer between the mold and the solidifying shell, while also providing thermal insulation. Mold flux is a crucial tool for reducing breakout incidents and improving the surface quality of cast billets; Sangang Minguang implemented full-process protected casting as early as 1999.
4.5 Others
Other granular and auxiliary materials include refractory fiber wool, refractory mortar, anti-sticking agents for iron ladles, and sodium silicate (water glass), which are used for applications such as tundish covers, ladle covers, refining furnace ring linings, and emergency overflow pits.
Effect
5.1 Reduction in Refractory Material Consumption
As auxiliary materials in steelmaking, the consumption levels of refractories directly impact steelmaking performance indicators. Through sustained efforts over the years, the steelmaking plant at Sangang Minguang has achieved a year-on-year reduction in refractory consumption.
5.2 Reduction in Refractory-Related Incidents
The stability and reliability of refractory materials directly affect safety in steelmaking operations. Through the rational control and management of refractory service life, the incidence of refractory-related accidents has steadily declined.
5.3 Reduction in Refractory Costs
Compared to 2013, the cumulative cost reduction for refractories in 2017 amounted to 14.41 yuan per ton, representing a decrease of approximately one-third. This cost reduction has enhanced Sangang Minguang’s market competitiveness.
5.4 Conclusion
Moving forward, as new green concepts—emphasizing superior material quality, resource and energy conservation, environmentally friendly production processes, and harmless usage—become deeply integrated, the refractory materials used in Sangang Minguang’s steelmaking operations will continue to evolve and improve.